热点文章 HOT
联系方式 contant
电 话:0317-8898688
传 真:0317-8898788
手 机:15933298766 李经理
15030755588 殷经理
地 址:河北泊头付庄开发区(104国道路东侧)
传 真:0317-8898788
手 机:15933298766 李经理
15030755588 殷经理
地 址:河北泊头付庄开发区(104国道路东侧)
选购压瓦机不能只看价格
不锈钢阳极板作为 这个行业的趋势,因其,蚀的特性应用越来越广泛。1-1.5mm不锈钢阳极板设备压型轮用cr12钼钒圆钢精车淬火而成,其度与韧性较好,是我们的优先选择


不锈钢阳极板作为 这个行业的趋势,因其,蚀的特性应用越来越广泛。1-1.5mm不锈钢阳极板设备压型轮用cr12钼钒圆钢精车淬火而成,其度与韧性较好,是我们的优先选择。我们不会为提高价格加大设备的配置,也不会为了打价格战降低对原料的要求。
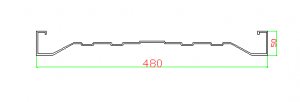
JK480型阳极板压瓦机参数
|
|
|
宽度
|
1m
|
高度
|
1m
|
|
|
|
工作电压
|
380V
|
||
|
生产速度
|
8~10米/分
|
宽度
|
480mm
|
||
|
压型轴径
|
18道 Ø95mm实心辊轴 材质 45#钢调质
|
||||
|
校平装置
|
7辊校平轴,轴直径95mm
|
||||
|
压型轮
|
Gr12钼钒锻件,精车、磨光,淬火、
|
||||
|
设备底架
|
450号H钢 20mm厚侧板
|
||||
|
传动方式
|
2寸链条传动
|
||||
|
液压剪断机
|
7.5kw
|
||||
|
剪切刀
|
采用Gr12钼钒,经高温淬火而成,由三片刀组成
|
||||
|
压板厚度
|
普板1-3mm, 不锈钢1-1.5mm
|
||||
|
冲孔切断
|
冲孔切断用料加厚
|
||||
|
随机附件
|
加厚架子一个,卷芯两个,加厚接料架一套
|
||||
|
成型部分
|
辊压成型系统由机架、传动部件及冷弯成型辊轮组等组成。分为精工式车轮旋转成型,成型效果好,减少轮子和原材料之间的摩擦力,调试方便、。
|
||||
|
工作流程
|
(送毛坯料)开卷——导向进料——辊压成型——定长切断——成品出板
人工点固好工件,人工上卷,进入PLC操作页面——按“启动”钮——板材自动进入——开始按设定的程序进行——达到设定的尺寸后自行切断,此设备的自动压板成型完成。
|
||||
|
进料导向平台
|
主机进料口处设置左右导向装置。工作时,原材料板材两侧经左右导向进入主机,使原材料板材与辊压成型系统保持正确的位置。可通过手动螺杆机构调节导向位置,且左右独立可调。
|
||||
|
成型后切断系统
|
切断系统由切断机架,切断模具,导向装置和切断油缸等组成。切断刀材料为钼钢淬火处理。
|
||||
|
电控系统
|
采用信婕PLC控制,广州三晶43kw变频调速,能实现整机自动化生产。可设定批次、工件长度、数量等。
操作方式:输入屏+按钮。编码器计数,具有计数及记长功能。。
|
||||
|
液压系统
|
采用外置独立液压站(为切断提供动力)
|
||||




